


Show learners how a process they’re familiar with from the school lab translates to real-world drug discovery
Compounds like aspirin have been used as pain relief for over 3500 years. Ancient production probably consisted of harvesting willow bark and giving it to patients to chew on so that they could benefit from the analgesic properties of the salicylic acid from the bark.
In 1859, Hermann Kolbe developed the chemical synthesis of salicylic acid. While salicylic acid was known to be effective for pain and fever, it irritated the stomach. In 1897 Felix Hoffmann successfully created a stable, pure form of acetylsalicylic acid which is the basis of aspirin production today.

View and download more infographics
In modern times, approximately 35,000 to 40,000 metric tons of aspirin are produced and consumed worldwide. This translates to over 100 billion tablets. Aspirin is now the most commonly used drug in the world. Its role in preventing cardiovascular and cerebrovascular disease has been revolutionary and one of the biggest pharmaceutical success stories of the last century.
Commercial production uses similar chemistry to the laboratory techniques used in post-16 study, involving the esterification of salicylic acid to make 2-ethanoyloxy benzene carboxylic acid (aspirin).
Stages of production
The raw materials for the synthesis of aspirin are salicylic acid and ethanoic anhydride. This industrial process is an esterification reaction (specifically acetylation) that also requires an acid catalyst, usually phosphoric acid or sulfuric acid
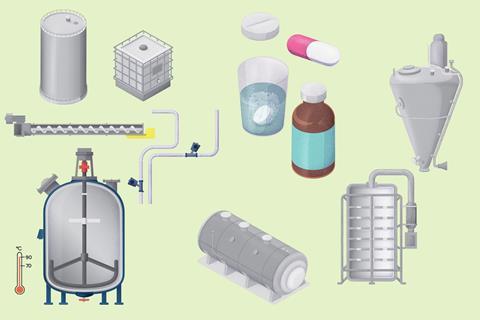
Archimedes screw conveyors (also known as screw feeders) are used to transport solid, crystalline salicylic acid from storage silos into reactors where it is converted into aspirin. The conveyor works by rotating a helical screw blade inside a tube, which pushes the powdery salicylic acid forward from the storage area to the reaction vessel
The reactor vessel has a glass-lined inside with a strong steel outer shell. The glass lining protects the vessel from the strong acid catalyst and the acidic by-product ethanoic acid. The exothermic reaction is controlled by an outer jacket that circulates fluid to keep the temperature between 70−90°C. An agitator continually mixes the solution. After a few hours, the reactor is cooled to precipitate out the impure aspirin crystals
The crystalline slurry from the reactor vessel is filtered under pressure using a vacuum to remove any solvents. A common form of filtration is to use a rotating drum. The resulting crystals are not pure. They are sent to an industrial crystalliser for recrystallisation. The final stage involves drying the pure crystals in a rotary dryer to remove all moisture
The aspirin crystals are sent for further processing to make them into the medicinal product sold in pharmacies. This can involve adding extra binding chemicals to ensure that the tablets stay whole or putting the crystals inside capsules or even dissolving the aspirin so it can be poured out of a medicine bottle
Waste management
- Volatile organic chemicals are used and produced in this process, so good ventilation with extraction fans is required.
- Acidic wastewater is produced that needs to be neutralised before disposal.
- Any solid residues are considered hazardous waste and will need to be disposed of accordingly.
Green chemistry alternatives
- Enzyme-catalysed synthesis – biocatalysts such as lipases replace strong acids resulting in a cleaner process
- Solvent-free acetylation – reduces both waste generation and energy consumption
- Microwave-assisted synthesis – shortens reaction times and improves energy efficiency
- Closed loop systems – the ethanoic acid waste product is recycled to make more ethanoic anhydride.
Comparison of commercial synthesis and laboratory synthesis
| Process | Industry | Laboratory |
|---|---|---|
| Raw materials | Salicylic acid, Ethanoic anhydride | Salicylic acid, Ethanoic anhydride |
| Transportation | Archimedes screw conveyor belt, pipes and pumps used to transport the raw materials from silos | Only a small amount needed so chemicals are removed from stored bottles |
| Reactor | Electronically heated, pressurised reactor vessel mixed with an agitator | Round bottomed flask in a water bath mixed by swirling |
| Crystallisation | Crystallised by reducing the temperature | Crystallised by standing in ice and stirring with a glass rod |
| Filtration | Vacuum filtration (rotary) | Suction filtration using a Buchner funnel (tap to create the vacuum) |
| Recrystallisation to purify | Crystallisation vessel | Dissolved in a minimal amount of hot solvent and cooled, then suction filtration used to collect the crystals |
| Drying | Rotary dryer | Left to dry in a cool place on filter paper |
| Safety | ||
| Total volatile organic compounds (TVOC) | Ventilation and extractor fans | Fume hood |
| Acidic wastewater | Neutralised before disposal | Washed down the sink as only a very small amount is generated |
| Hazardous solid waste | Disposed of by specialists | Small amount so not regarded as hazardous |
More resources
- Find a range of actitives and resources for lessons on aspirin in our asprin book.
- Inspire learners with the job profile of Claire, a bioanalytical scientist who develops and tests drugs.
- Discover more real-world contexts to share with learners in these articles on designing drugs to treat cancer and drug testing at festivals.
- Download the commercial applications of chromatography poster to display alongside this one in your post-16 classroom.
Downloads
Commercial production of aspirin poster
PDF, Size 3.1 mbCommercial production of aspirin fact sheet
Handout | PDF, Size 0.24 mbCommercial production of aspirin fact sheet
Editable handout | Word, Size 0.53 mb






No comments yet